Piesková skrinka série BHQ26 ručne
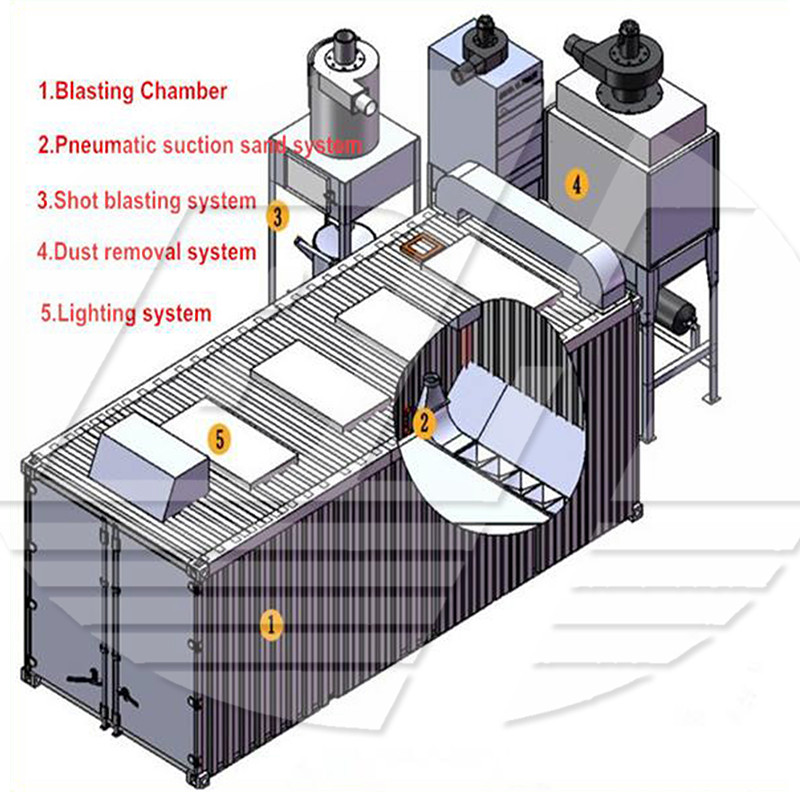
1.Čo je pieskovacia skriňa
Niektorí ľudia tiež nazývajú pieskovacie stroje, pieskovacia nádrž, prenosný pieskovací stroj, otvorené pieskovacie stroje atď.Názvy sú rôzne, ale v skutočnosti majú rovnaký význam.Môže pracovať oddelene, ale vo väčšine prípadov to funguje s tryskacou miestnosťou.


Zloženie pieskovacej skrine ——
Vo všeobecnosti ide o nasledujúce komponenty:
1).nádrž na pieskovanie:
Hrúbka oceľového plechu použitá pre rôzne objemy nádrže a koreňa pieskovacieho stroja je rôzna.Čím väčší je objem, tým je oceľový plech hrubší.Toto určuje najmä továreň na tlakové nádoby podľa aktuálnej situácie.
Existujú dva typy pieskových ventilov a pieskových ventilov: ručné alebo pneumatické.Ručne je potrebné ručne otvoriť pieskový ventil a plyn sa automaticky otvára plynom.
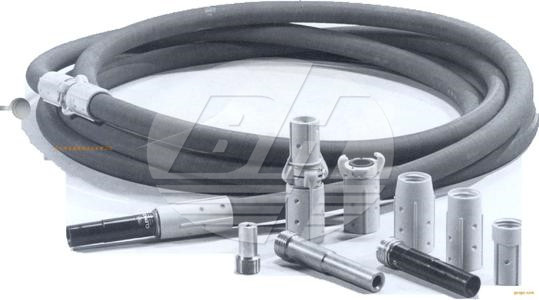
2. Pieskovacia rúra (štandard je 10m/20m)
3).Poistný ventil
Použitý tlak pieskovacej nádrže je vo všeobecnosti 8 kg.Úloha poistného ventilu Keď tlak plynu prekročí 8 kg, automaticky sa vyfúkne.Na ochranu pieskovacej nádrže
4). Pieskovacia pištoľ: Podľa materiálu sa dá rozdeliť na karbid bóru, legovanú oceľ, karbid volfrámu, železo atď.
Najodolnejší je karbid bóru a jeho životnosť je vo všeobecnosti 500-700 hodín.
Po druhé, životnosť karbidu volfrámu a legovanej ocele je vo všeobecnosti 300-400 hodín,
Železo sa dá používať len 10 hodín, málokto ho použil.
Elektronický riadiaci systém a ďalšie komponenty.
2.Princíp fungovania prenosného pieskovača
Pracovný princíp pieskovacieho stroja sa líši od pieskovacieho stroja.Tryskací stroj využíva na tryskanie odstredivú silu.Pieskovací stroj je poháňaný stlačeným vzduchom a rozprašuje abrazíva (kovový aj nekovový piesok) na povrch obrobku.Vplyvom tlaku prechádza brusivo v pieskovej nádrži cez pieskový ventil a tryskaciu trubicu do striekacej pištole a brusivo je vyhadzované vysokou rýchlosťou, čím sa menia mechanické vlastnosti vonkajšieho povrchu povrchu obrobku.V dôsledku nárazu a rezného účinku abrazíva na povrch obrobku, Ak chcete získať určitý stupeň čistoty a rôznej drsnosti na povrchu obrobku, zlepšite mechanické vlastnosti povrchu obrobku, čím sa zlepší odolnosť obrobku proti únave, zvýšiť priľnavosť medzi ňou a povlakom a predĺžiť povlak Trvanlivosť filmu prispieva aj k vyrovnávaniu a zdobeniu povlaku, odstraňovaniu nečistôt, hluku a oxidových vrstiev na povrchu, pričom povrch média zdrsňuje, čo spôsobuje zvyškové napätie na povrchu substrátu a zlepšenie tvrdosti povrchu substrátu.
3. Hlavná špecifikácia pre prenosnú pieskovačku
4. Strata výkonu tlakovej nádrže
1).Konfigurácia zdroja vzduchu pieskovacieho stroja je vo všeobecnosti 6 m³/min (spotreba vzduchu jednej striekacej pištole, ak je N, požadovaná konfigurácia zdroja vzduchu je N*6 m³/min.
| Typ položky | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Objem v nádrži (m3) | 0,5 | 0,7 | 0,82 | ||
| Tlak vzduchu (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Emitovaná dávka (kaliber=φ10) (kg/h) | 1800-2280 | 1 zbraň | 1800-2280 | 1 zbraň | 1800-2280 |
| 2 zbrane | 3600-4560 | 2 zbrane | 3600-4560 | ||
| Spotreba vzduchu (m3/min) | 6.1 | 1 zbraň | 6.0 | 1 zbraň | 6.0 |
| 2 zbrane | 12.0 | 2 zbrane | 12.0 | ||
| Dĺžka tryskacieho potrubia (mm) | 7000 | 7000 (2ks) | 7000 (2ks) | ||
| Spôsob kontroly | Diaľkové ovládanie | Diaľkové ovládanie | Diaľkové ovládanie | ||
| Rozmer (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Hmotnosť (kg) | 396 | 500 | 690 | ||
2).Tlak vzduchu potrebný pre pieskovací stroj je 0,5-0,6 mpa (ak je tlak príliš nízky, pieskovanie bude slabé a čistiaci účinok bude ovplyvnený).
3).Množstvo pieskovania/otryskania za hodinu pieskovacieho stroja je 1800-2100 kg.
4) Rozsah použitia pieskovania
a.Predúprava: všetky tryskacie úpravy pred prekrytím, ako je galvanické pokovovanie, lakovanie, striekanie atď., povrch je absolútne čistý a zároveň výrazne zlepšuje priľnavosť a odolnosť krycej vrstvy proti korózii.
b.Predúprava pred čistením povrchu dielov: odstraňovanie okovín, zvyškov a nečistôt kovových dielov, ako sú odliatky, lisovacie diely, zvárané diely, diely tepelného spracovania;povrchové čistenie nekovových výrobkov, odstraňovanie čiernych škvŕn na povrchu keramických prírezov a redukcia náteru Vzor a pod.
c.Repasovanie starých dielov: repasovanie a čistenie všetkých pohyblivých dielov ako sú automobily, motocykle, elektromechanické zariadenia a pod. Zároveň eliminuje únavové namáhanie a predlžuje životnosť.
d.Dokončovacie spracovanie na povrchu obrobku: všetky kovové výrobky a nekovové výrobky (plast, krištáľ, sklo atď.) sú eliminované povrchovými stopami a povrchová úprava argónovou hmlou robí povrch výrobku vylepšeným.
e.Úprava formy: Povrchová úprava povrchu formy argónovou svetlou hmlou, grafická výroba a čistenie formy, aby nedošlo k poškodeniu povrchu formy, aby sa zabezpečila presnosť formy.
f.Ošetrenie otrepov: Obrobené diely sa odstraňujú malými otrepami a plastové diely vstrekovaných dielov sa eliminujú.
g.Prepracovanie nežiaducich produktov: odstránenie nežiaduceho povlaku produktu, odstránenie nežiaduceho zafarbenia na povrchu a odstránenie potlače.
h.Spevnenie: zvýšenie povrchovej tvrdosti kovových častí a odstránenie namáhania, ako je povrchová úprava listov lietadiel, pružín, obrábacích nástrojov a zbraní.
i.Leptanie a protišmykové spracovanie: leptané vzory, text a protišmyková úprava na povrchu kovových výrobkov a nekovových výrobkov, ako sú: mramor, protišmykové rukoväte, tesnenia, stelé nápisy atď.
j.Úprava džínsového oblečenia: Denimové oblečenie je matné, biele a dosahuje sa efekt mačacieho fúzov.
5. Výhody pieskovacej skrinky:
1).Kovové časti pieskovacieho stroja v zásade nie sú poškodené a rozmerová presnosť sa nezmení;
2).Povrch dielu nie je kontaminovaný a abrazíva nebude chemicky reagovať s materiálom dielu;
3).Pieskovací stroj si ľahko poradí s neprístupnými časťami, ako sú drážky a konkávy, a na použitie je možné zvoliť rôzne veľkosti abrazív;
4).Náklady na spracovanie sú výrazne znížené, čo sa odráža najmä v zlepšení efektívnosti práce pieskovacieho stroja, ktorý môže spĺňať rôzne požiadavky na povrchovú úpravu;
5).Nízka spotreba energie a nízke náklady;
6).Pieskovací stroj neznečisťuje životné prostredie, čím sa eliminujú náklady na ošetrenie životného prostredia;